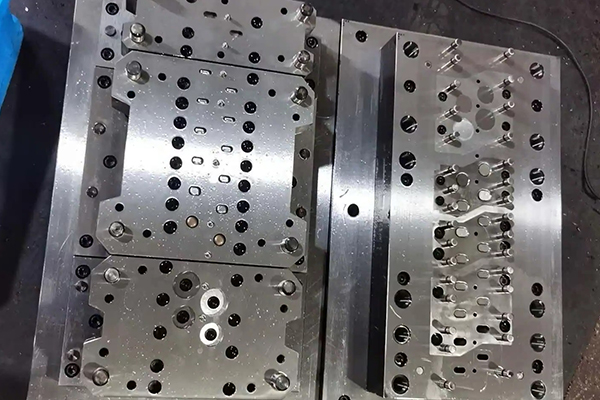
苏州人人鼎模架有限公司带你了解宁波一体化压铸模架厂家相关信息,定位销定位销是压铸模中必不可少的一个部件,它是模架和模板正确配合的保证。大多数模具至少需要安装两个定位销,通常一个处于模具的上部,另一个处于模具的下部,从而保证模具在关闭后的位置精度。顶出杆顶出杆是一种常用的压铸模结构零件,它主要用于把铸件推出模具。顶出杆的类型有很多种,如顶出板、限位顶出、导柱顶出、直接气动顶出等,而选择哪种顶出杆需要考虑到产量、占地面积、手动或自动等因素。内模,镶件加工后热处理前做去应力处理。一般铝合金淬火HRC45+/-1°C,锌合金淬火HRC46+/°C内模的配合公差一般做到小于模框mm左右,可以用吊环轻松取出放入模框。顶针配合公差大于等于8mm的顶针间隙05mm,小于等于6mm的顶针间隙mm。凡是内模上面直角和锐角的地方要包R5mm以上。内模表面多余眼孔用一字螺丝堵死。
宁波一体化压铸模架厂家,压铸模作为一种重要的金属成型工具,在各行各业都有广泛的应用。从机械制造到汽车、航空、电子、轨道交通等各个领域,压铸模通过制造高精度、高强度的金属零件,对推动行业的技术进步和发展起到了重要的作用。不同的使用场景和材料选择,需要根据实际情况进行考虑和选择。插头的特点加热插头在加热过程中可以快速升温,达到所需温度的速度较快。控制插头采用数字化的温度控制系统,可以根据需要 控制温度。使用方便插头可以与模架组合使用,方便灵活,使用起来非常方便。

顶针顶针是使工件脱模顺利的铸造过程零件,安装在下模上。顶针多用于不对称工件的铸造,如压盖、两件式结构以及凸凹面较多的工件等。出铸口出铸口是指工件铸造完成后,由于液态金属在压铸腔中压实、冷却,通过出铸口脱离压铸腔,并连接铸件和流道系统。压铸模架一般使用钢铁材料、铝合金材料和镁合金材料制作。压铸模架的制作材料应根据不同的要求和工艺流程选择合适的材料,以达到的使用效果和经济效益。压铸模的制作和使用过程压铸模是用于制造金属件的工具,通常使用金属制成。在生产过程中,压铸模需要承受高温和高压的作用,所以需要非常严格的材料选择和工艺要求。在使用过程中,压铸模会逐渐磨损,从而降低金属件的质量和精度。因此,需要对压铸模进行保养和修复,以确保其长期有效。同时,压铸模的制作和维修需要非常高的技术和经验,也需要使用各种工具和材料。

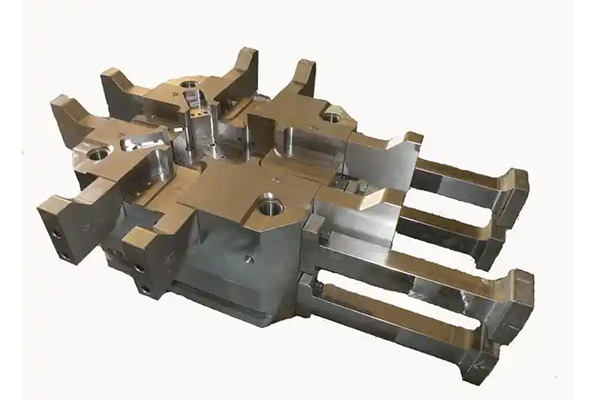
汽车模架生产,常见的压铸模结构零件包括模架、活动模板、定位销、顶出杆、中心销和导柱。模架模架是压铸模主要的结构部件,主要承受模具的压力和保证模具的刚度,通常由上、下两个部分组成,下模架上设置有压铸图案的凸台或者有被制品的凹槽。同时,模架上还会设置用于安装模板和固定模具的螺丝孔等。压铸工艺的三大要素是压铸机、压铸模具和合金材料。压铸机压铸机是压铸工艺的核心设备之一,它将电机的电能通过马达转换为液压能,从而驱动模具的动作。压铸机的主要功能包括打开和关闭模具,以及将熔化的金属喷射进入模具型腔。压铸机有冷室压铸机和热室压铸机两种类型,分别适用于不同的工艺需求。
压铸模具架加工,压铸模具模架的设计与优化随着压铸技术的不断发展,对模具模架的要求也越来越高。为了满足生产需求,模架的设计需要不断进行优化。以下是一些主要的设计优化方向轻量化设计在保证强度和刚性的前提下,尽量减轻模架重量,以降低能耗和生产成本。高精度加工采用的加工设备和工艺,提高模架的加工精度和表面质量,以满足高精度产品的生产需求。模块化设计将模架设计为可拆卸、可重组的模块,便于快速更换和维修模具,提高生产灵活性。智能化升级结合传感器、控制系统等智能化技术,实现模架的自动调整和监控,提高生产过程的智能化水平。
影响压铸件尺寸精度的主要因素包括成型收缩成型收缩是影响压铸件尺寸的主要因素。由于成型收缩是一个复杂的过程,收缩率有一个较宽幅的选择范围。根据压铸件的外部形状及结构特点,分别选择各部分尺寸合适的成型收缩率并确定成型尺寸,是保证压铸件尺寸精度的关键题。模具温度模具温度对压铸件的最终收缩量起重要的决定作用。压铸件在脱模时的温度会影响其后续的收缩过程,从而影响尺寸精度。滑动模芯滑动模芯用于铸造复杂形状、具有倒棱部位和内孔的工件。滑动模芯位于模具中的相应位置,并穿过压铸腔,使得工件能够按照所需的形状和尺寸铸造完成。导柱导柱是模架用以定位和支撑模具零部件的部件。导柱主要安装在上下模板上,通过和模架上面的导套的配合来定位,保证上下模板的对位。