南通压铸模具成型生产厂家

所在地:江苏省苏州市
联系人:徐经理
价格:面议
品牌:人人鼎,,,,
发布时间:2026-04-24
【产品详情】南通压铸模具成型生产厂家
查看该公司全部产品>>
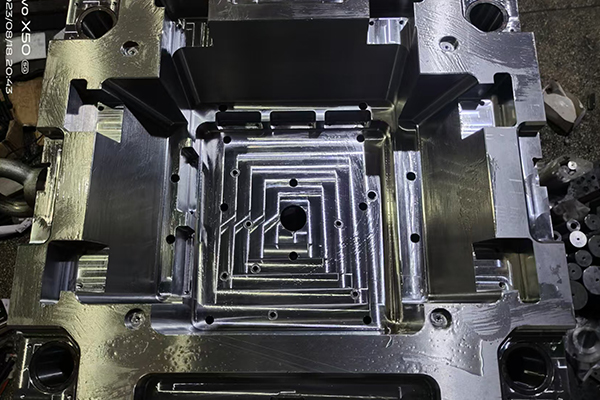
苏州人人鼎模架有限公司为您介绍南通压铸模具成型生产厂家相关信息,模具管理随着模具的增多,管理和维护变得愈加复杂。模具模架可以提供有效的管理方式,使模具的存放、管理和使用更加规范化和标准化。通过对模具进行分类、标识、编号等管理方式,方便了模具的查找和使用,提高了生产效率。生产流程优化在生产过程中,如果模具摆放混乱或者丢失,会影响生产计划和进度,甚至导致生产工艺出现故障。而模具模架的使用可以优化生产流程,将模具整齐有序地存放,提高生产效率和质量稳定性。压铸模模架上的插头是通电加热用的工具,可以将模具快速加热到所需温度。插头是什么?在压铸模具的模架上,可能会看到一个像插头的装置,这就是模架加热插头。模架加热插头是用来加热压铸模架的一种设备,在压铸加热模具的过程中扮演着重要的角色。
南通压铸模具成型生产厂家,压铸模设计原则,要记牢一.模架外表面要求光亮平整,前后模框加2个打出孔,注意要加在没有镶件的位置,防止零件掉出来。A.B板模框间配合各做,/时加做飞水挡板防止铝飞出来渣伤人。为了防止模板变形,起码做2个支撑柱,一个放在分流锥,一个放在分流锥的上面,注意不要与其他零件干涉。模具加根中托司和中托,中托边做成带限位的。模具底板要做通,便于散热。模具四个角要切角,防止安装时不撞格林柱,定位圈内孔表要求内圆磨后氮化,并沿出模方向抛光。定位圈表面的冷却环底部到分流锥表面的长度一般等于料饼厚度。固定此冷却环的方式有2种烧焊和加热压入。分流锥要做运水来冷却,且离分流锥表面mm.模架四个导柱孔要做撬模槽,深度mm。模架要调质处理的,可以是锻打的模架。为了方便取内模的镶针,可以在模具表面加打孔,然后收几个无头螺丝,这样方便拆装更换镶针。吊装孔至少为M30深45的,顶部至少2个.外置要加做弹簧保护套,防止弹簧变形。高出模架面的且要与地面接触的面要加支撑柱。
中心销中心销也是压铸模中常见的结构零件之一,通常由标准型和非标准型两种。标准型中心销安装方便并具有通用性,而非标准型则可以根据需要进行定制。中心销主要用于制品和模架的位置对中,并且可以简化定位的工作流程。导柱导柱也是模具设计中必不可少的一部分,它承受着模板的水平或垂直的滑动,甚至是旋转。导柱需要耐磨、抗锈,而且需要考虑导向精度和精度稳定性等因素。压铸模中常见的结构零件,每一种零件都有它的作用和特点。在压铸模组装的时候,需要根据具体的情况选择合适的零件来配合,以达到的成型效果。
压铸模具模架的定义与结构压铸模具模架,简而言之,就是用于支撑和固定压铸模具的框架结构。它通常由上模座、下模座、导柱、导套等部件组成,形成一个稳定的支撑系统。在这个系统中,上模座和下模座分别承载模具的动模和定模部分,而导柱和导套则确保模具在合模过程中的对位。铸件结构铸件的结构设计,如壁厚、自由收缩与阻碍收缩的比例等,都会影响收缩率,从而影响尺寸精度。材质材料的含碳量、合金种类、浇注温度等因素都会影响收缩率,进而影响尺寸精度。制造误差包括成型零件的镶拼、模具加工基准面和加工工艺的影响,以及成型零件的加工误差、组装误差等。工艺参数如压射比压、内浇口速度等工艺参数的变化也会影响尺寸精度。
温馨提示: 以上是关于南通压铸模具成型生产厂家的详细介绍, 产品由苏州人人鼎模架有限公司为您提供,如果您对苏州人人鼎模架有限公司产品信息感兴趣可以联系供应商 或者让供应商 苏州人人鼎模架有限公司 主动联系您,您也可以查看更多与 �相关的产品!
本行业精品推荐









最新资讯
该公司其它产品
同类产品推荐
- 湖南饮料区域代理上市时间
- 广东控糖人群能量饮料加班续命
- 支撑架价格-供应支撑架
- 无锡工厂食堂承包方案
- 海南m3玻璃钢隔油池公司,缠绕玻璃钢隔油
- 天津能量饮料分销网络如何购买
- 广西植物基饮品批发加盟口碑咋样
- 石嘴山橱柜定制厂家
- 海南饮料区域代理如何购买,饮料OEM定制
- 绿色健康的能量饮品渠道分销
- 常州员工食堂承包哪家好
- 玉林花卉液体肥料厂家
- 福建能量饮品牌冠名批发价格,植物基草本能
- 四川饮料区域代理代理条件
- 经典配方的植物基饮料招商
- 天津植物基饮品代工真假辨别
- 防城港生物液体肥料厂,花卉液体肥料制作方
- 江苏能量饮料分销网络冠名生产方案
- 合肥医院食堂服务多少钱
- 中卫组合衣柜定制规格
- 梧州茶树微生物肥料加工,复合肥微生物肥料
- 北京植物基能量饮料批发口碑咋样
